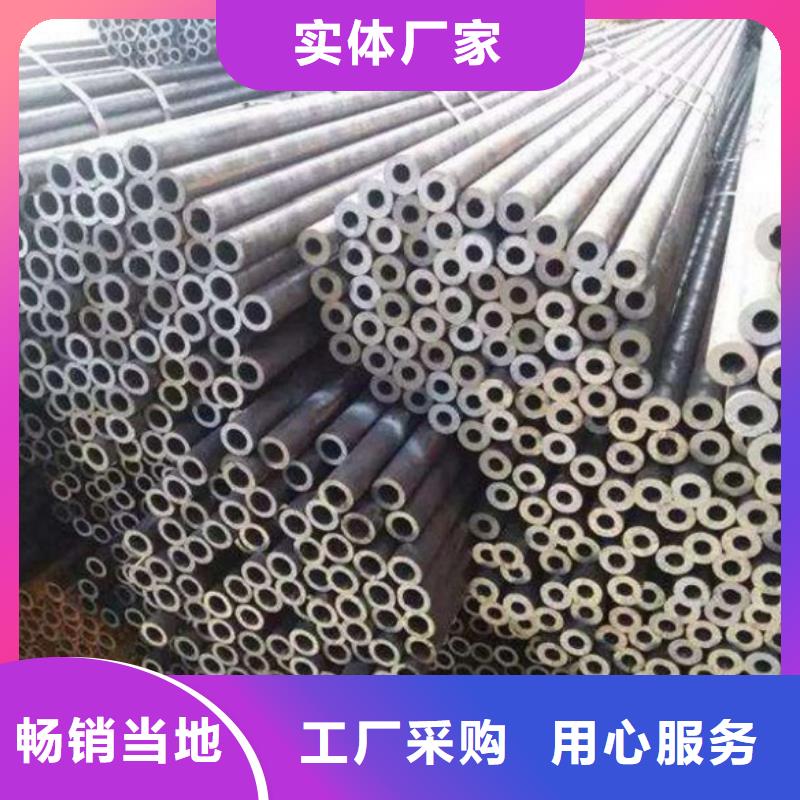
以下是:气动缸筒用精密无缝钢管-实力厂家的产品参数
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管制造 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
导读 您是想要在内蒙古通辽市采购高质量的气动缸筒用精密无缝钢管-实力厂家产品吗?大金钢管制造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的气动缸筒用精密无缝钢管-实力厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王经理-15806808820,QQ:1365789918,地址:《聊城经济开发区工业园发货到内蒙古 通辽市 》。 内蒙古自治区,通辽市 1999年1月13日,哲里木盟撤销,设立地级通辽市。通辽市是蒙古民族的发祥地之一,科尔沁草原曾产生和流传着的科尔沁三大叙事民歌(韩秀英、达那巴拉、嘎达梅林)和上千首短调民歌。通辽境内有京通、通让、大郑、通霍、集通5条铁路交汇,已开通“通满欧”国际货运班列,3条高速、6条国道和7条省道贯穿,是实施“一带一路”和内蒙古自治区推进向北开放的重要战略节点,地处环渤海经济圈、东北经济区和东北亚经济圈,是东北与华北的交汇中心;通辽民航机场可起降波音737等大中型客机,通辽火车站是全国36个铁路枢纽编组大站之一。境内有科左中旗哈民考古遗址公园、奈曼旗宝古图沙漠旅游区等旅游景点。2018年12月,确定为第二批中国特色农产品优势区。2020年10月,被评为全国双拥模范城(县)。

通辽精密钢管安裝产品质量检测
1、电焊焊接处不能电焊焊接立管,弯处避免有电焊焊接。
2、垂直安裝的立管每米偏差应小于3mm,水平安裝的偏差应小于1mm。
3、直缝焊管表面品质应光亮,不允许有伸缩式、间隙、分层级、搭焊等缺陷存在。直缝管表面的划道、刮伤、电焊焊接挪动、烧伤和结疤等轻微缺陷不能超过壁厚负偏差。
通辽精密管在各行业中应用广泛,如石油、冶金行业、建筑工程、煤矿业业、港口、工业设备等行业
<通辽>大金钢管制造有限公司

通辽精密管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是*为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的通辽精密管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到通辽精密钢管基本雏形了,整个制造流程还是比较复杂的。
通辽精密管检查的方法:可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中*容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。

通辽精密管的无氧退火炉技术
无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,
实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、
均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质
量优于JB/T1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低
耗,自动连续生产的目的。

总结 今年在内蒙古通辽市购买气动缸筒用精密无缝钢管-实力厂家有了新选择,大金钢管制造有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的气动缸筒用精密无缝钢管-实力厂家产品。如需购买或咨询,请随时联系我们,联系人:王经理-15806808820,QQ:1365789918,地址:经济开发区工业园。